|
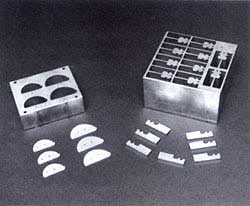
Example of racking method
used to rack multiple parts to wire cut difficult
geometries into production parts
|
|
On Time EDM Delivery for Various
Wire EDM Applications
The process of wire electrical discharge machining (known as WEDM or wire EDM) offers many advantages which are unattainable using other methods. Over the last fifteen years, wire EDM technology has developed into a standard and popular machining technology. In many operations formerly performed by conventional manufacturing processes, the process of wire EDM is regularly less expensive, infinitely more accurate, and considerably time-saving.
The question you have to consider, then, is could I realize time, quality, or cost benefits by utilizing wire EDM? Listed below are ten areas where wire EDM offers a distinct advantage for CNC production machine shops. This is not an exclusive list; it is simply intended to give you ideas and insights into the wide range of possibilities offered by wire EDM.
1. Exotic Metals Capabilities - Wire EDM process can cut any material that conducts electricity such as Inconel, Titanium, Hastelloy, Carbide and more. A simple geometry in other materials, such as a .030" wide, 3" long slot through 1" Inconel, is no longer a simple slot unless you are using wire EDM.
2. Complex Geometries - Wire EDM is especially beneficial when shapes such as splines, gears, and long thin slots are required. In the majority of these cases you have an excellent wire EDM candidate.
3. Stacking Plates - If your part can be wire cut from plate, multiple plates of specified material can be stacked and welded together to get multiple parts from one wire pass. For example: A complex spline shaped geometry is required from .250" thick Hastelloy. Hastelloy plates .250" thick can be stacked up to 10" high to produce 40 pieces from just one wire pass.
4. Racking of Parts - This application can be used when only a particular portion of your work piece needs a complex geometry wire cut into or through it. Example: A 2" square by .500 thick needs 20 .060 x .800 deep slots cut in one end. The part can be racked in a fixture to cut the configuration 20 pieces at a time.
5. Raw Materials - The ability to use raw materials in the condition it comes in from the mill saves time & money. Bar Stock, Plates, and Round Stock can all be used with very limited manpower to prepare it for the Wire EDM process. For example: A 500 piece order of components for an aerospace application has been determined to be an excellent candidate for the stacked plate method. Preparation for the job consists of blanchard grinding plates to finished thickness. The plates are welded together, one wire EDM start hole is drilled...and the job is ready.
If conventional methods were used, this job would require 500 sawing operations, 500 squaring operations, and 500 milling operations - and that's just to get the job ready.
6. Hardness - The ability of wire cutting hardened or unhardened material is one of the many benefits of Wire EDM technology. Wire cutting can be done to parts with finished dimensions before or after heat treating. The hardness of the part does not affect our speed or ability in wire cutting the material.
7. Burr Free - Wire EDM eliminates secondary deburring operations, therefore creating a cost savings even before it leavges the designer's hands.
8. EDM Delivery - Production Wire EDM delivery is extremely fast since little or no tooling and fixturing
is required in most cases.
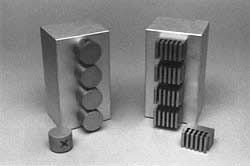
9. CNC 5 Axis Wire Cutting Capability - Complex three dimensional programming systems enable us to independently control the top and bottom contour when wire cutting CNC 5 axis wire. Example: A 2" high part can have an octagonal shape on the top contour and a triangular shape on the bottom contour.
10. Flexibility - Since programs are easily adjusted, prototypes or single parts are especially suited for Wire EDM machining. A part is manufactured very easily since no hard tooling is involved, so changes are equally simple and fast for the same reasons.
In today's stringent economy, manufacturers are forced to look for alternatives to lower production costs, shorten delivery timeand improve quality and with Advantage EDM, wire EDM delivery will be extremely fast. At Advantage EDM Inc., we see an increasing number of CNC production machine shops are finding that wire EDM is a viable alternative. And due to the large overhead involved in supporting wire EDM, a number of these manufacturers are turning to wire EDM job shops.
If you have any questions as to the viability of wire EDM for a particular application, contact Advantage EDM at 973-786-0177 or via fax at 973-786-0277.
|