Miniature Parts
ISO 9002 CERTIFIED
FIXTURE SETUP for cutting six parts at once using
.002 wire.
|
 .002 Diameter Wire — Internal Gear
.002 Diameter Wire — Internal Gear
ISO 9002 CERTIFIED
- Required Tolerance ± .0001
- Use Ø.002 Wire.
- Cutting accuracy is most important.
|
 |
18" Tall Aluminum Work Piece
ISO 9002 CERTIFIED
- 18 inch tall aluminum work — submerged.
- Required straightness .001" over 18"
height.
|
|
 Titanium Needles
Titanium Needles
ISO 9002 CERTIFIED
- Parts MUST be burr free!
- Parts must have no blue or yellow discoloration!
- Parts MUST maintain a 7 Ra or better surface finish.
|
 |
Example of Stacking Work Pieces
ISO 9002 CERTIFIED
- Design fixture to stack 6 parts to optimize cycle
time.
- Tolerance ± .0010
|
|

Power Generation Turbine Blades
ISO 9002 CERTIFIED
- Cut Fast! using brass wire.
- Stainless steel — soft.
- Straightness to be held to ± 0.001 inch.
- No Wire Brakes.
|
 |
Engine Turbine Blades
ISO 9002 CERTIFIED
- Cut four fixturing notches in the casting.
- No Wire Breaks.
- Tolerance ± 0.0006 shape accuracy.
|
|

Punch and Die
ISO 9002 CERTIFIED
- Tolerance ± .0002
- Use Ø .010 wire.
|
 |
Precision Die Matching
ISO 9002 CERTIFIED
- Tolerance ±. 0001
- Use Ø.010 wire.
- Material 2.5 inches thick.
|
|
7min(Ra) surface finish without isolated tooling

|
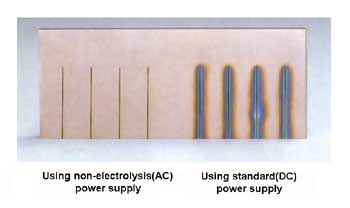
Less work-piece oxidation
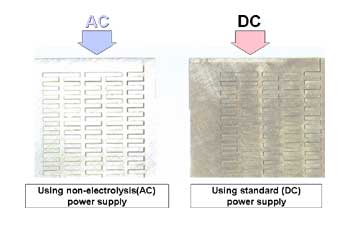
|
Reduced discoloration in titanium
|